1. Definisjon og grunnleggende prinsipper
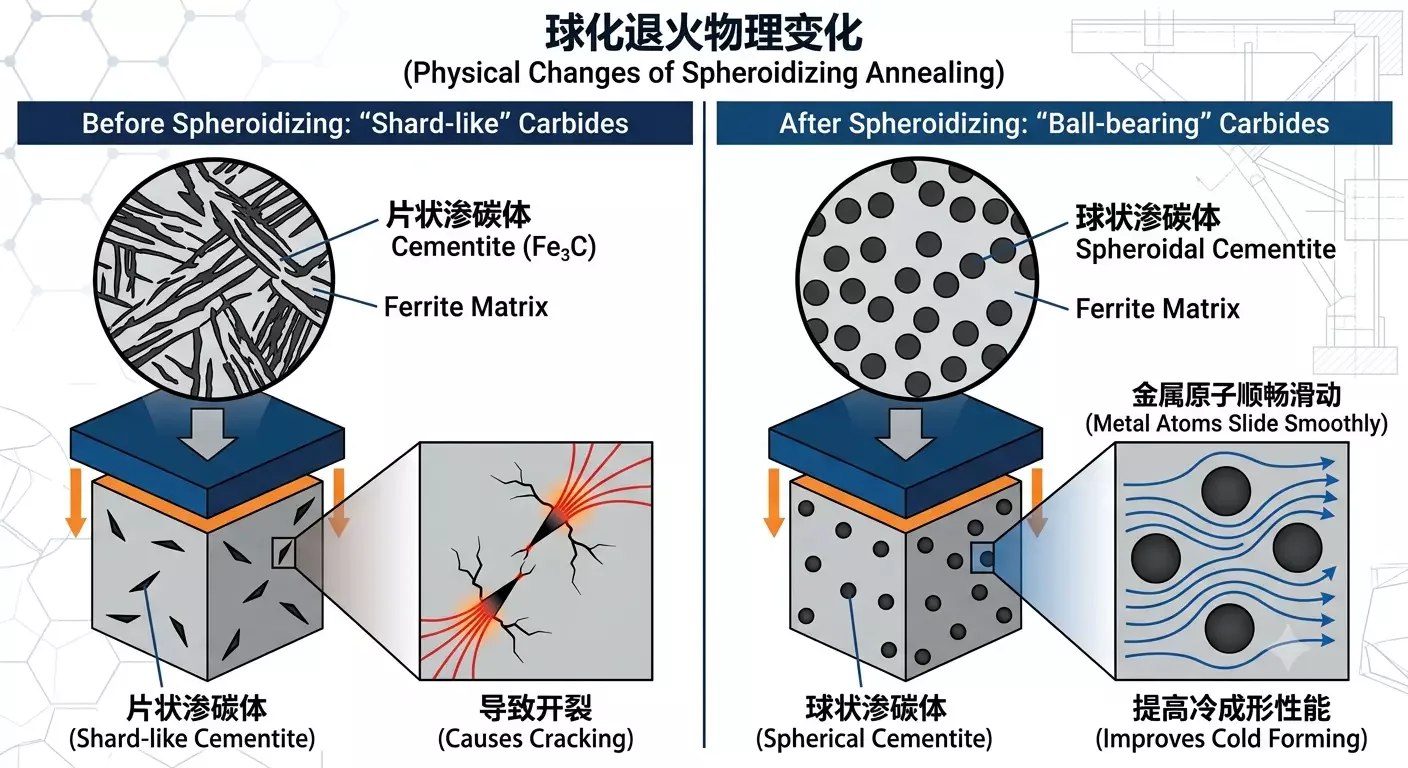
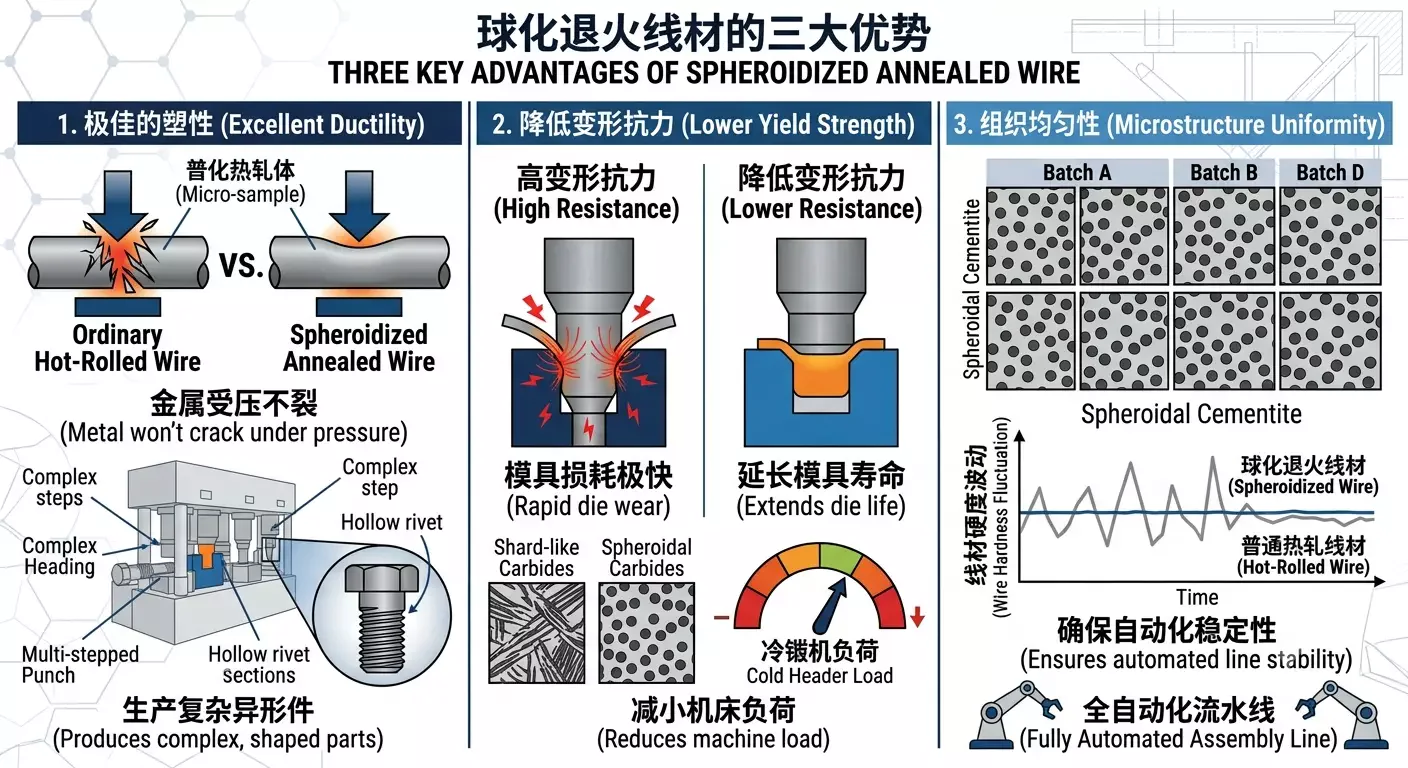
2. Hvorfor må det brukes sfæroidisert tråd til kaldstuking?
3. Produksjonsprosessen
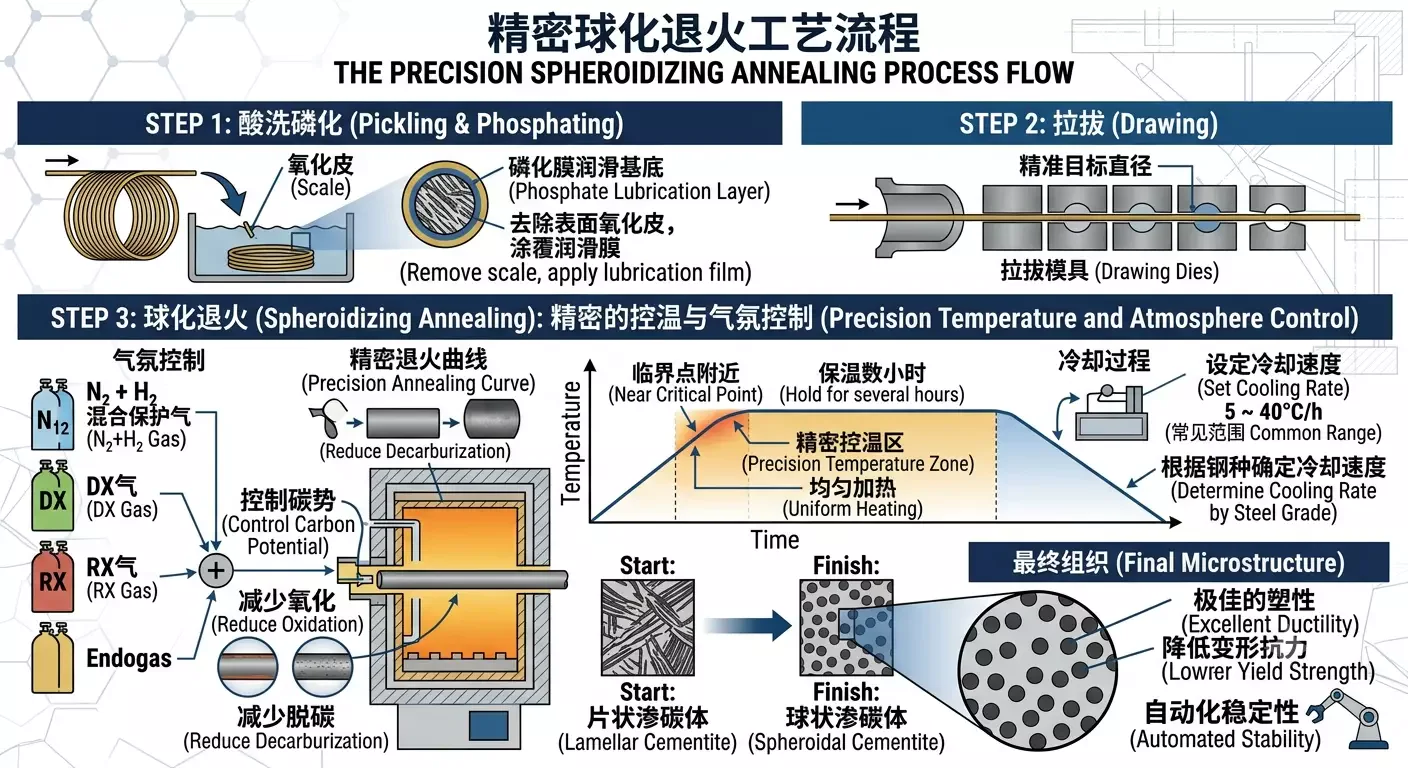
Kaldstukningsprosesser velges vanligvis ut fra produktklassen og kundens krav.

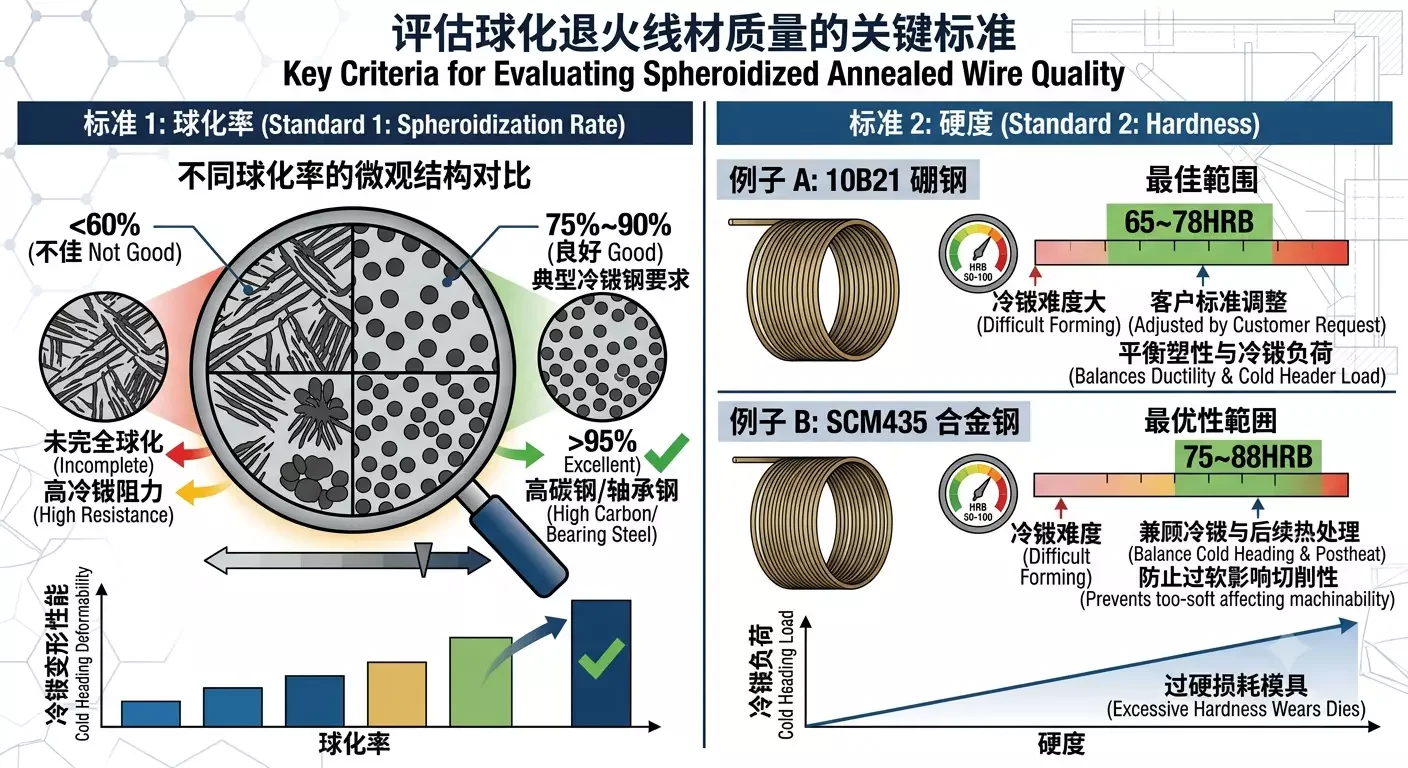
4. Kvalitetsvurderingsstandarder
STÅLTRÅD FOR KALDSTUKING · TEKNISK INNHOLD
Forstå organisasjonsendringer i sfæroidisert glødetråd, hele fremstillingsprosessen, vanlige prosesskoder, typiske prosessløyper og krav til kvalitetsverifisering.