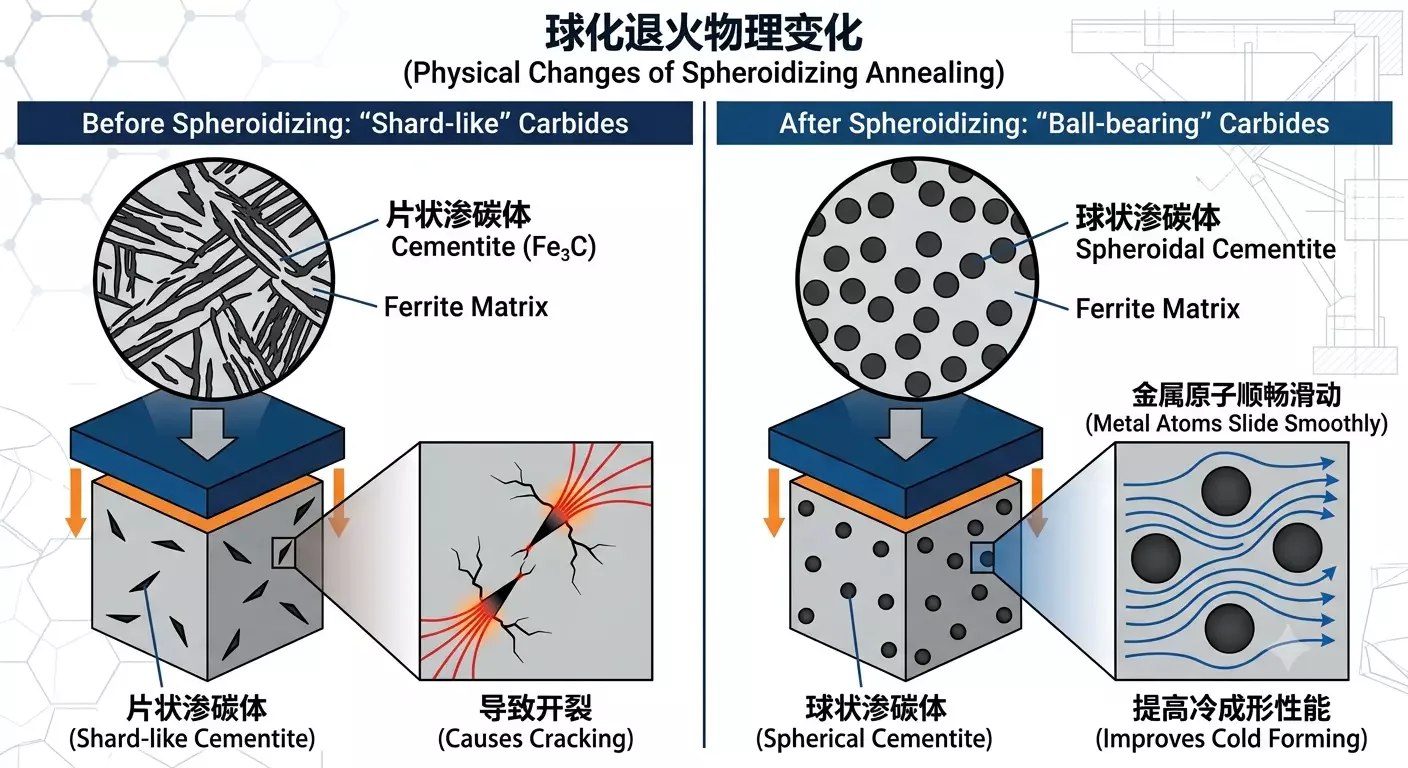
1. Definição e princípio central
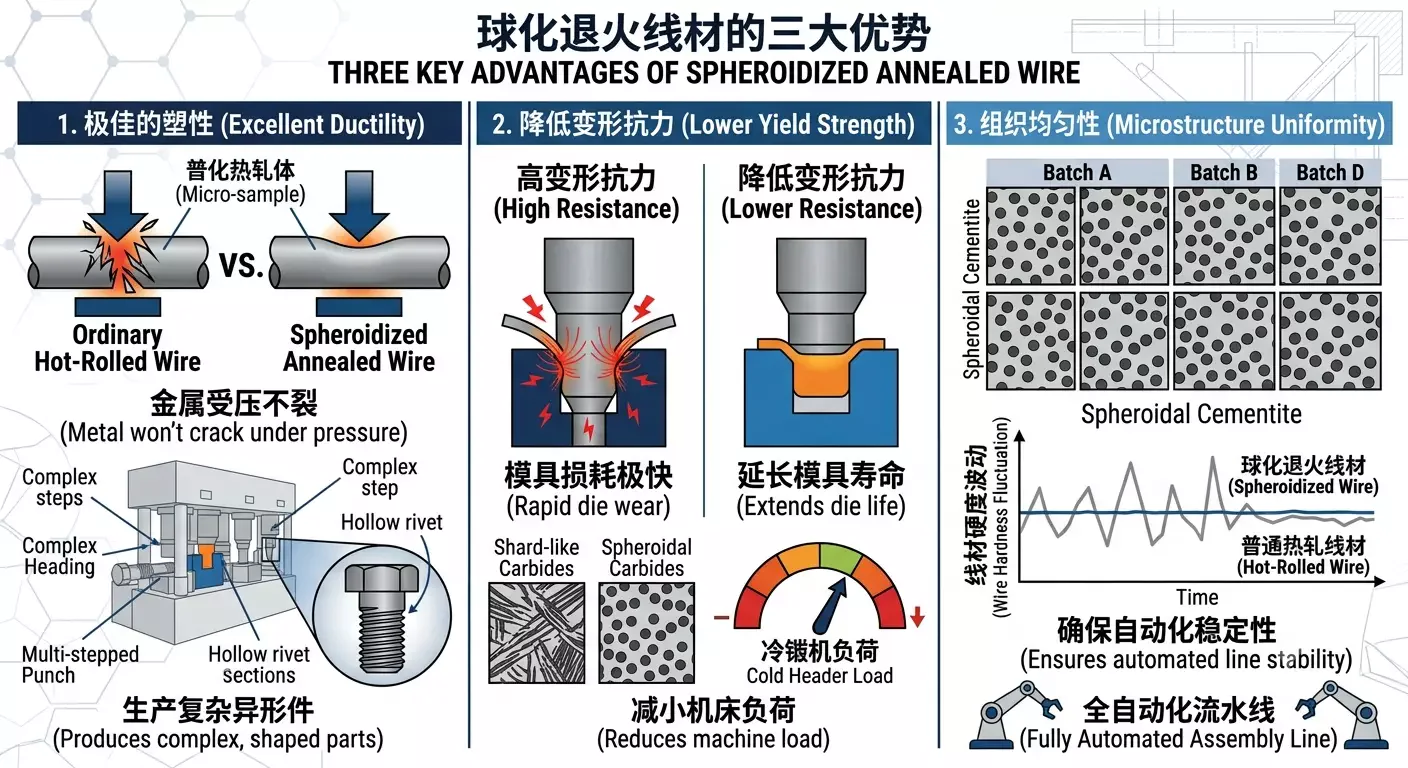
2. Por que a estampagem a frio deve usar fio sferoidizado?
3. Fluxo de processo de produção
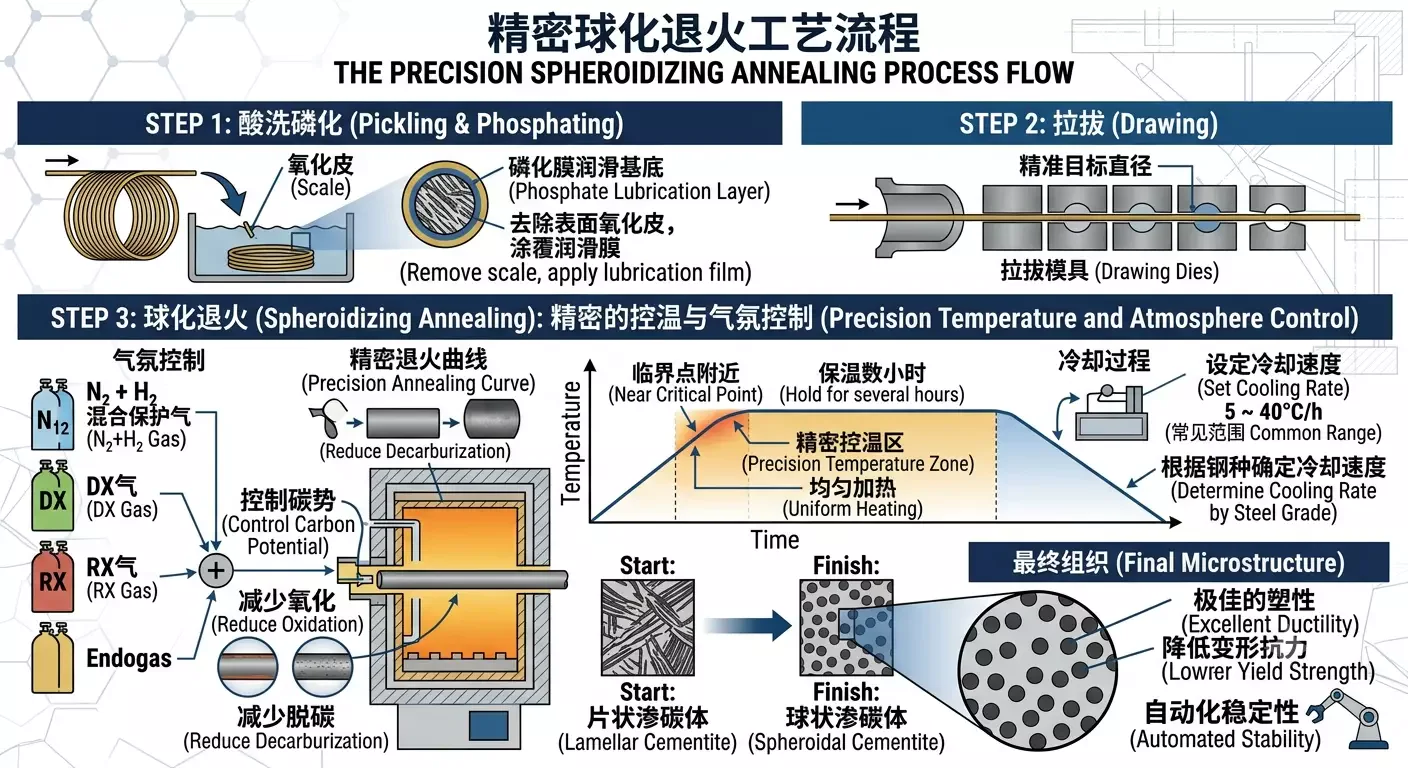
O processo de fabricação de arame para cabeçamento a frio deve ser determinado de acordo com a classificação do produto e os requisitos do cliente.

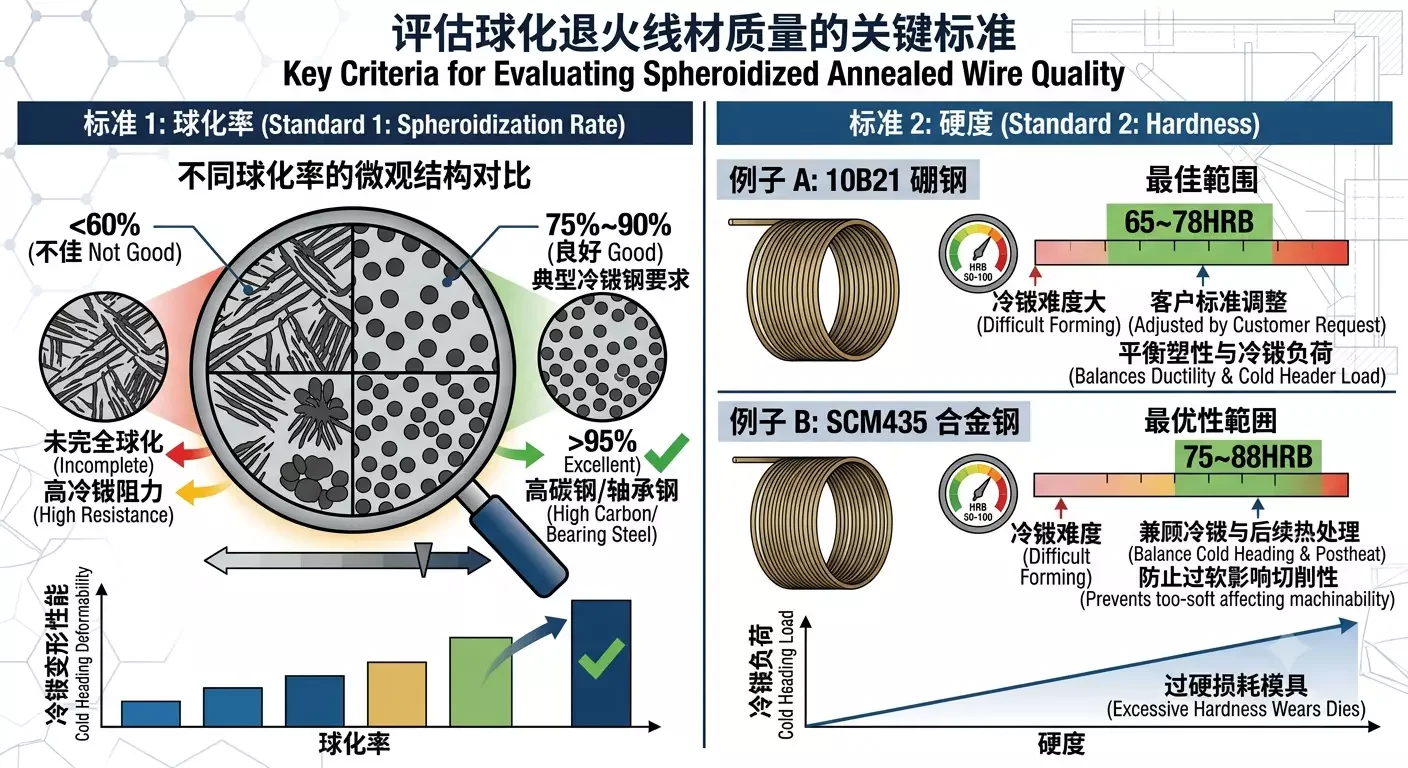
4. Padrões de avaliação de qualidade